產品分類product sort
- MP-X橡膠擠出熔體泵
- MP-L低粘度熔體泵
- MP-H高溫熔體泵
- MP-R反應釜輸送熔體泵
- MP-S標準型熔體泵
- MP-M無脈動型熔體泵
- MP-D系列管道泵
- MP-C透明材質熔體泵
- MP-PVC專用熔體泵
- 熔體泵PLC控制系統
- 熔體泵PID控制系統
聯系我們contact us
- 鄭州海科熔體泵有限公司
- 地 址:鄭州高新技術產業開發區長椿路11號5號樓A單元1層A1號、2層A2號
電 話:0371-67993100
傳 真:0371-67993200
手 機:18603711392
郵 箱:haikepump@126.com
推薦新聞recommended news
熔體增壓泵頻繁停機的原因分析及對策
通過對中國石化某分公司長絲裝置熔體增壓泵頻繁停機的原因進行分析,提出了改進對策。運行實踐證明,整改措施取得了良好的效果,保證了長絲裝置的長周期安全運行。
1. 概況
中國石化某分公司長絲裝置設計產量為100kt/a,于2000年9月正式開工投產。原料采用聚酯裝置CP2線的聚酯熔體,“熔融法直紡”工藝,即聚酯CP2線終聚釜生產出的聚酯熔體經加壓后直接作為原料送到長絲前紡,再由增壓泵二次加壓后進行噴絲生產;其余少部分熔體由切粒機切粒,切片送到切片料倉進行打包處理。具體工藝流程見圖1。
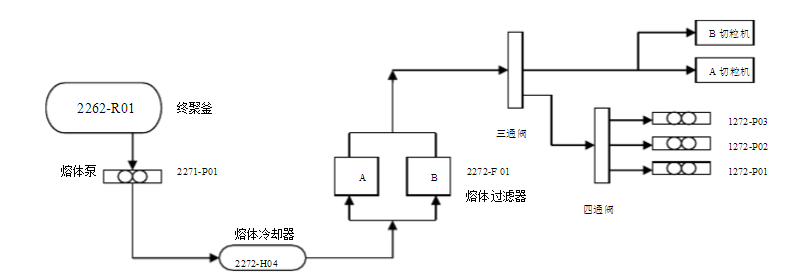
圖1 長絲增壓泵相關工藝流程圖
長絲增壓泵共有三臺,工藝位號分別是1272-P01,1272-P02,1272-P03,P01泵為POY線增壓,后兩臺分別為FDY-2和FDY-1線增壓,一旦停機將造成相關生產線大面積停車。因此增壓泵的安全平穩運轉對長絲裝置的生產至關重要。
但自2002年3月底至5月初短短40天時間內,長絲裝置3臺增壓泵同時停機達4次之多,平均每10天一次,每次均造成長絲裝置全線停車,帶來了巨大的經濟損失。因此,為了該裝置的長周期安全生產,必須認真分析停機原因,及早加以解決。 2. 頻繁停機的原因
長絲3臺增壓泵均為齒輪泵,為了節能,轉速控制采用變頻調速技術,泵的工作原理與聚酯熔體泵1271/2271-P01相同。可能導致其停機的因素有:
(1) 電氣故障,如停電或變頻器故障等; (2) 機械故障,如齒輪斷裂或泵體損傷等; (3) 儀表自保聯鎖,主要聯鎖條件為:
(a)泵體溫度低低報不能開機,設定值< 340℃; (b)泵后出口壓力超高停,高高報設定值≥27.5MPa;
(c)泵前入口壓力低低停,低低報設定值≤1.0MPa,其中P02為≤3.0MPa。
在上述因素中,電源斷電的情況極少發生,顯然不是導致頻繁停機的原因。而變頻器自開工以來,未出現過故障現象,表明運行狀況良好。對于機械方面,考慮到增壓泵為新設備,尚未有損壞現象,也可以排除。從儀表聯鎖角度來看,溫度低低聯鎖僅是開機條件;泵后壓力高高聯鎖到目前為止未發生過。因此,查找、分析引起泵的入口壓力低低停聯鎖的原因是解決問題的關鍵。根據較近幾次停機的原因,結合儀表自保聯鎖設計情況綜合分析,頻繁停機的原因主要是:
(1)增壓泵測速探頭假指示。為了說明這個問題,此處簡單介紹一下CP2線與長絲之間的負荷控制回路FIC26732。其控制原理是通過調節兩臺切粒機計量泵的轉速,來平衡CP2線3臺增壓泵和2臺切粒機的總負荷變化,目的是盡可能減少熔體放流現象的發生。具體控制原理框圖見圖2。

圖2 CP2線負荷控制回路原理框圖
其中各設備的負荷量是由其轉速計算得出的數值。從具體的PID參數可知,FIC26732的K=1.5,T1=3(S),可見其積分調節效應是相當強烈的。平時切粒機處于低負荷運轉,相當于待命狀態,一旦某臺增壓泵停機,總負荷的變化要求調節器輸出迅速加大切粒機計量泵的轉速,相當于把負荷轉移至切粒機處理。假如增壓泵轉速探頭出現很低的假指示,必然會使切粒機急劇提升負荷,反而使增壓泵前壓力低于聯鎖值導致停機發生。4月11日的停機事故正是由于1272-P01轉速探頭假指示所致。當時P01的轉速指示突然由正常的25r/m降到5r/m左右。
(2)增壓泵入口壓力表檢測故障,產生假信號。泵前壓力表檢測到的壓力值如果不可靠,出現小于低低報聯鎖值的情況,將直接導致停機事故的發生。增壓泵正常生產時其入口壓力應在6.0MPa左右,但目前P01泵正常生產時的入口壓力檢測指示仍在1.4Mpa(其余P02、P03泵入口壓力均在6.0Mpa左右),表明前段時期內,其指示并不可靠。由于熔體管道高溫高壓,連續生產情況下,壓力探頭無法取出維修和更換,經有關領導的批準,現暫時摘掉了其入口低低報警聯鎖自保。
(3)聯鎖自保設計不當。長絲增壓泵是在聚酯開工后設計單位才在DCS增加的聯鎖自保項目,其設計存在下面兩個缺陷:
(a)3臺泵的入口壓力低低報聯鎖設定值不一樣。P01、P03為≤1.0MPa,而P02為≤3.0MPa。P02的聯鎖設定值明顯偏高,當負荷控制回路起作用時,將會引起瞬時巨大壓力波動,壓力設定值偏高,很容易引起聯鎖動作,不利于保持連續性的生產。這一點已在4月份的第2次停機中得到了驗證。
(b)低低報聯鎖停機信號沒有時延。這是造成增壓泵頻繁停機的較終原因之一。對泵的入口壓力低聯鎖進行延時判斷,是自動控制中對泵的常規做法。目的是盡可能減少由于短時間壓力波動造成停機的發生,保證生產的連續進行。另外低低報聯鎖的目的在于避免設備空轉,保護設備。而在聚酯熔體泵出現大的壓力降甚至停機后的3—5分鐘內,管道內仍有大量的熔體存在,不會出現空轉現象。因此,壓力低低報警瞬時停機在此處顯得十分不和理。 3.改進對策
從較近幾次事故原因分析可知,每次停機往往是上述因素綜合作用的結果,因此也應采取綜合性的整改措施,避免增壓泵意外停機事故再次發生。
(1)更換P01增壓泵轉速檢測儀表和泵的入口壓力探頭,避免假信號的干擾。加強對關鍵部位儀表的巡檢、維護力度,對類似切粒機、增壓泵等關鍵設備的溫度、壓力、信號的檢測,要保證其現場儀表高度可靠、完好。要求在每次停工檢修時及時校驗或更換,避免出現假指示。
(2)增加壓力低低報聯鎖時延。目前,在3臺增壓泵的聯鎖邏輯中均加入了3分鐘的時間延遲,只有低低報警超過3分鐘才會出現停機。這樣,即使聚酯裝置的熔體泵2271-P01出現短暫的停機也不會影響長絲增壓泵的運行,較大可能保證長絲生產的連續進行。 (3)修改聯鎖設定值,使3臺泵一致。因為從物理參數來看,長絲前紡的3臺增壓泵完全一樣,沒必要設定不同的入口壓力低低報警聯鎖值,為減少停機發生的幾率,現將3臺泵的低低報聯鎖值全部設定為≤1.0MPa。 4.結束語
上述幾項整改措施除除了P01泵前壓力探頭無法更換外,其他改進措施已于2002年5月付諸實施,在2003年5月的大檢修中使用新Dynisco壓力探頭換掉了P01泵入口壓力檢測表。從實施后的運行效果看,自2002年5月至今,沒有因為上述原因再次出現意外停機事故,表明上述改進已經取得了較好的效果,保證了長絲裝置長周期安全運行。
想了解更多熔體增壓泵內容請點擊===>>熔體增壓泵
上一篇:熔體增壓泵振動或者發出噪聲怎么處理?
下一篇:熔體泵的工作原理是什么?



